Индукционо загревање, каљење и индукционо топљење метала
Најсавршенији тип грејања је онај у коме се топлота генерише директно у загрејаном телу. Овај начин загревања је веома добро изведен пропуштањем електричне струје кроз тело. Међутим, директно - укључивање загрејаног тела у електрично коло није увек могуће из техничких и практичних разлога.
У овим случајевима савршен тип грејања се може остварити коришћењем индукционог грејања, при чему се топлота генерише и у самом загрејаном телу, чиме се елиминише непотребна, обично велика, потрошња енергије у зидовима пећи или у другим грејним елементима. Стога, упркос релативно ниској ефикасности генерисања струја повећане и високе фреквенције, укупна ефикасност индукционог грејања је често већа од са другим начинима грејања.

Метода индукције такође омогућава брзо загревање неметалних тела равномерно по њиховој дебљини.Слаба топлотна проводљивост таквих тела искључује могућност брзог загревања њихових унутрашњих слојева на уобичајен начин, односно довођењем топлоте споља. Код индукционе методе топлота се генерише на исти начин и у спољашњим и у унутрашњим слојевима, а чак може постојати и ризик од прегревања ових последњих ако се не уради неопходна топлотна изолација спољашњих слојева.
Посебно драгоцено својство индукционог грејања је могућност веома високе концентрације енергије у загрејаном телу, лако подложном прецизном дозирању. Само електрични лук може се добити исти ред густине енергије, али је овај начин загревања тешко контролисати.
Карактеристике и добро познате предности индукционог грејања створиле су широке могућности за његову примену у многим индустријама. Поред тога, омогућава вам да креирате нове типове структура које уопште нису изводљиве за конвенционалне методе топлотне обраде.

Физички процес
У индукционим пећима и уређајима топлоту у електрично проводљивом загрејаном телу ослобађају струје индуковане у њему наизменичним електромагнетним пољем. На овај начин се овде одвија директно загревање.
Индукционо загревање метала заснива се на два физичка закона: Фарадеј-Максвелов закон електромагнетне индукције и Џул-Ленцов закон. Постављају се метална тела (празни делови, делови итд.). наизменичног магнетног поља, што у њима распирује вихор електрично поље… ЕМФ индукције је одређена брзином промене магнетног флукса. Под дејством индукционе ЕМФ, вртложне струје (затворене унутар тела) теку у телима, ослобађајући топлоту према Џул-Ленцовом закону… Овај ЕМФ се ствара у металу наизменична струја, топлотна енергија коју ослобађају ове струје изазива загревање метала. Индукционо грејање је директно и бесконтактно. Омогућава вам да достигнете температуру довољну за топљење најватросталнијих метала и легура.
Интензивно индукционо загревање је могуће само у електромагнетним пољима високог интензитета и фреквенције, које стварају посебни уређаји - индуктори. Индуктори се напајају мрежом од 50 Хз (инсталације индустријске фреквенције) или посебним изворима енергије — генераторима и претварачима средње и високе фреквенције.
Најједноставнији индуктор нискофреквентних индиректних индукционих грејних уређаја је изолована жица (продужена или намотана) постављена унутар металне цеви или постављена на њену површину. Како струја тече кроз жицу индуктора у цеви, она се загрева вртложне струје… Топлота из цеви (може бити и лончић, посуда) се преноси на загрејани медијум (вода која струји кроз цев, ваздух итд.).
Индукционо загревање и каљење метала
Највише се користи директно индукционо загревање метала на средњим и високим фреквенцијама. За то се користе индуктори са посебним дизајном. Индуктор емитује електромагнетни талас, који пада на загрејано тело и у њему умире. Енергија апсорбованог таласа се у телу претвара у топлоту. Коефицијент загревања је већи што је облик емитованог електромагнетног таласа (равни, цилиндрични, итд.) ближи облику тела. Због тога се равни индуктори користе за загревање равних тела, цилиндрични (соленоидни) индуктори се користе за цилиндричне радне предмете.У општем случају, могу имати сложен облик због потребе да се електромагнетна енергија концентрише у жељеном правцу.
Карактеристика уноса индукционе енергије је могућност регулисања просторног распореда зоне протока вртложне струје.
Прво, вртложне струје теку у подручју које покрива индуктор. Загрева се само онај део тела који је у магнетном контакту са индуктором, без обзира на укупну величину тела.
Друго, дубина зоне циркулације вртложних струја, а самим тим и зона ослобађања енергије, зависи, између осталих фактора, од фреквенције струје индуктора (повећава се на ниским фреквенцијама и опада са повећањем фреквенције).
Ефикасност преноса енергије са индуктора на загрејану струју зависи од величине јаза између њих и повећава се како се смањује.

Индукционо загревање се користи за површинско каљење челичних производа, загревањем за пластичну деформацију (ковање, штанцање, пресовање и др.), топљење метала, топлотну обраду (жарење, каљење, нормализацију, каљење), заваривање, наношење слојева, лемљење метала.

Индиректно индукционо грејање се користи за загревање процесне опреме (цевовода, контејнера, итд.), Загревање течних медија, сушења премаза, материјала (на пример, дрвета). Најважнији параметар инсталација индукционог грејања је фреквенција. За сваки процес (површинско очвршћавање, загревањем) постоји оптимални фреквентни опсег који обезбеђује најбоље технолошке и економске показатеље. За индукционо загревање користе се фреквенције од 50 Хз до 5 МХз.
Предности индукционог грејања
1) Преношење електричне енергије директно у загрејано тело омогућава директно загревање проводних материјала. У овом случају, брзина загревања је повећана у поређењу са инсталацијама са индиректним дејством, где се производ загрева само са површине.
2) Пренос електричне енергије директно у загрејано тело не захтева контактне уређаје. Погодно је у условима аутоматизоване производње, када се користе вакуум и заштитна средства.
3) Због феномена површинског ефекта, максимална снага се ослобађа у површинском слоју загрејаног производа. Због тога, индукционо загревање током хлађења обезбеђује брзо загревање површинског слоја производа. Ово омогућава да се добије висока површинска тврдоћа дела са релативно вискозним медијумом. Индукционо површинско очвршћавање је брже и економичније од других метода површинског очвршћавања.
4) Индукционо грејање у већини случајева побољшава продуктивност и побољшава услове рада.
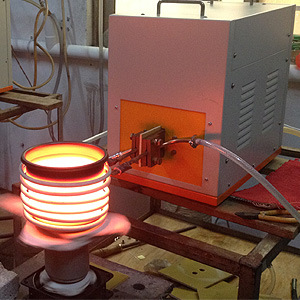
Индукциона пећ за топљење
Индукциона пећ или уређај може се сматрати типом трансформатора у коме је примарни калем (индуктор) повезан са извором наизменичне струје, а само загрејано тело служи као секундарни калем.
Радни процес индукционих пећи за топљење карактерише електродинамичко и термичко кретање течног метала у кади или лончићу, што доприноси добијању метала истог састава и његове уједначене температуре у целој запремини, као и ниског металног отпада (неколико пута мање). незнатно него у лучним пећима).
Индукционе пећи за топљење се користе у производњи одливака, укључујући и обликоване, од челика, ливеног гвожђа, обојених метала и легура.
Индукционе пећи за топљење могу се поделити на индустријске пећи са фреквенцијским каналом и индустријске, средње и високофреквентне пећи са лонцем.
Индукциона канална пећ је трансформатор, обично на фреквенцији снаге (50 Хз). Секундарни намотај трансформатора је намотај од растопљеног метала. Метал је затворен у прстенасти ватростални канал.
Главни магнетни ток индукује ЕМФ у металу канала, ЕМФ ствара струју, струја загрева метал, стога је индукциона каналска пећ слична трансформатору који ради у режиму кратког споја.
Индуктори каналских пећи су израђени од уздужне бакарне цеви, хлађени су водом, канални део ложишта се хлади вентилатором или централизованим ваздушним системом.

Каналске индукционе пећи су дизајниране за континуирани рад са ретким прелазима из једне класе метала у другу. Каналске индукционе пећи се углавном користе за топљење алуминијума и његових легура, као и бакра и неких његових легура. Остале серије пећи су специјализоване као мешалице за држање и прегревање течног гвожђа, обојених метала и легура пре ливења у ливничким калупима.
Рад индукционе пећи са лонцем заснива се на апсорпцији електромагнетне енергије проводним пуњењем. Ћелија је смештена унутар цилиндричног намотаја - индуктора. Са електричне тачке гледишта, индукциона лончаста пећ је краткоспојни ваздушни трансформатор чији је секундарни намотај проводно пуњење.
Индукционе пећи са лонцем се углавном користе за топљење метала за ливење под притиском у шаржном режиму рада и, без обзира на начин рада, за топљење одређених легура, попут бронзе, које штетно утичу на облогу каналских пећи.