Експлозијско заваривање - шта је то и како се користи
 Веома често се у процесу пројектовања конструкција инжењери суочавају са проблемом одабира материјала — они материјали који су идеални за обављање неких конструкцијских функција немају потребна својства да испуне друге оперативне захтеве. На пример, материјал може имати добру отпорност на корозију, електричну проводљивост и топлотну проводљивост, али недовољну тврдоћу или отпорност на хабање. Материјали произведени заваривањем експлозијом.
Веома често се у процесу пројектовања конструкција инжењери суочавају са проблемом одабира материјала — они материјали који су идеални за обављање неких конструкцијских функција немају потребна својства да испуне друге оперативне захтеве. На пример, материјал може имати добру отпорност на корозију, електричну проводљивост и топлотну проводљивост, али недовољну тврдоћу или отпорност на хабање. Материјали произведени заваривањем експлозијом.
Експлозивно заваривање као могући технолошки процес откривено је током Другог светског рата, када су након експлозије бомби пронађени фрагменти граната заварених другим металним предметима. Почетком 1960-их, ДуПонт је развио практичан процес експлозивног заваривања и патентирао га у Сједињеним Државама.
Од тада, технологија заваривања експлозијом се брзо развијала и примењује се у многим областима, од производње биметала за нафтну индустрију до заптивних спојева у електроници.Делови добијени заваривањем експлозијом омогућили су достизање раније недостижне границе животног века производа — до 30 година.
Процес заваривања експлозијом је на први поглед прилично једноставан. Метали који се спајају морају бити постављени близу један уз мали размак. Експлозивни слој је равномерно распоређен преко горње плоче. Настала сендвич структура пуца и формира се нови структурални материјал.
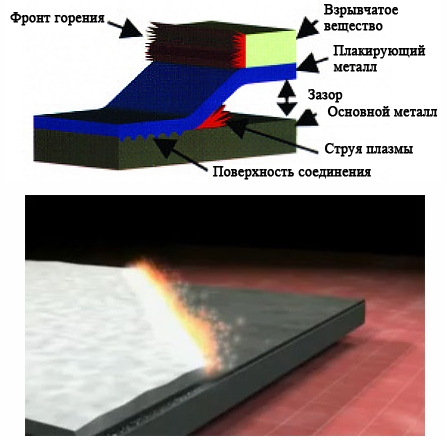
Процес заваривања експлозијом
Од два одвојена и често потпуно различита материјала може се добити јединствена заварена метална композиција. Биметална плоча они се затим могу даље обрадити (нпр. ваљање) за употребу у различитим производима. Дебљина слоја облоге који се наноси на основни метал може варирати од неколико десетина милиметра до неколико десетина центиметара.
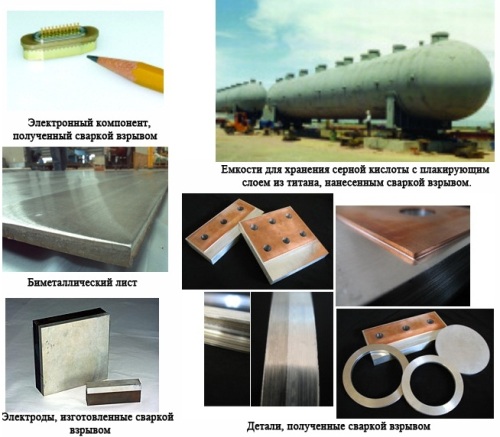
Примери производа добијених експлозивним заваривањем
Након заваривања, по правилу је потребно исправљање насталог споја, које се врши на ваљцима или на преси. Следе контролне операције — механичка испитивања и ултразвучно испитивање завареног шава.
Испитивање длетом завареног споја показује да се лом не дешава дуж шава.
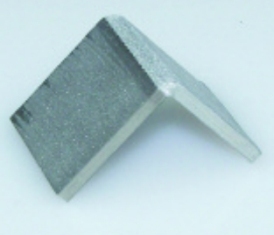
Заварени узорак од нерђајућег челика и алуминијума се подвргава испитивању савијања. Лом је настао у алуминијуму, а не у завару
У стварности, међутим, процес је много компликованији. Да би се добила висококвалитетна веза без раслојавања, неопходна је пажљива контрола низа технолошких параметара, а производња висококвалитетних композита захтева значајно искуство у овој ствари.
Најчешћи експлозив за заваривање је игданит (мешавина амонијум нитрата и угљоводоничног горива, најчешће дизел).
Количина експлозива може веома варирати, али већина операција заваривања се изводи помоћу експлозива тежине 10 ... 1000 кг. Очигледно, такав опасан посао се не може обавити у нормалној радњи за заваривање. Експлозивно заваривање треба да изводе лиценцирани и искусни инжињери далеко од људи.Треба применити мере предострожности у вези са минирањем и складиштењем експлозива.
Током процеса заваривања у зони изложености експлозиву ствара се веома велика сила која може достићи неколико стотина хиљада тона. Површински атомски слојеви сваког од материјала који се спајају изложени су млазу плазме. Плазма индукује формирање металне везе, у којој су метали одвојени један од другог валентним електронима.
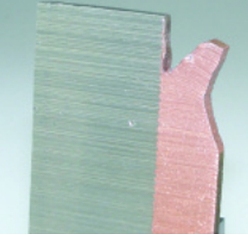
На више макроскопском нивоу, заварени спој изгледа као таласаста линија дуж правца експлозије. "Амплитуда" формирања таласа зависи од угла и брзине детонације. У екстремним случајевима, може бити толико велика да резултира нежељеним празнинама испод врхова таласа. Угао детонације је обично мањи од 30 степени.
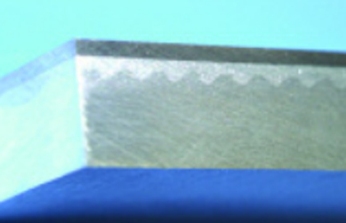
На овој фотографији је јасно видљива таласаста природа везе између два метала.
Експлозијско заваривање има широк спектар материјала који се морају спојити. У неким случајевима, квалитет композитног завареног споја може се побољшати постављањем танког међуслоја између два различита слоја. Сендвичи од четири или више слојева метала такође нису неуобичајени.Укупан број могућих комбинација биметала, према стручњацима, је више од 260 опција.
Употреба биметала добијених експлозивним заваривањем може значајно повећати век трајања и повећати поузданост термичке, ливничке, нафтне опреме, измењивача топлоте и контејнера у хемијској индустрији. Композити челик-алуминијум се користе у производњи електрода.
Заварени биметални лимови се могу користити као прелазни елементи при монтажи конструкција од различитих метала. Премази за облоге од племенитих метала могу значајно смањити трошкове делова који су претходно у потпуности направљени од скупих материјала, а да се не погоршавају, а понекад чак и добијају много веће техничке карактеристике.
Експлозивне заварене конструкције се успешно користе у изградњи поморских конструкција јер могу значајно смањити или потпуно елиминисати електрохемијску корозију у морском окружењу. Танки слојеви заштитног материјала примењеног овом методом заваривања штите свемирске летелице од зрачења.