Класификација система управљања према алгоритму рада
 Вредност контролисане променљиве и природа њене промене, као што смо већ видели, зависе од низа фактора: утицаја подешавања, времена, ремећејућег утицаја итд. ови фактори.
Вредност контролисане променљиве и природа њене промене, као што смо већ видели, зависе од низа фактора: утицаја подешавања, времена, ремећејућег утицаја итд. ови фактори.
Сваки аутоматски систем је одређен природом његовог алгоритма функционисања (закон репродукције), природом његовог алгоритма управљања и присуством (одсуством) способности самоприлагођавања. Ови карактери су основа класификације аутоматских система.
По природи алгоритма функционисања, аутоматски системи се деле на стабилизацијске, пратеће и софтверске.
В стабилизацијски систем подесива вредност и за било које сметње Ф (ф) које делују на систем, регулатор се одржава константним и једнаким датој вредности ио унутар толеранције и = ио + Δи,
где је Δи — одступање контролисане вредности у зависности од величине сметње Ф (т) која делује на систем.
Радње подешавања к (т) у таквим системима су константне, унапред одређене вредности: к (т) = цонст.
Системи аутоматске стабилизације могу се реализовати на принципу астатичке и статичке регулације. За више детаља погледајте овде: Астатичка и статичка регулација.
Системи праћења ДА Системи аутоматског управљања обухватају системе у којима се репродукција улазне вредности која варира према произвољном закону врши на излазу система са прихватљивом грешком.
Закон о репродукцији за систем праћења може се написати у следећем облику: и = к или и = кк,
где је к произвољна улазна величина која зависи од времена или других параметара и обично је унапред непозната, к је фактор скале.
У серво системима се користи терминологија која се разликује од терминологије која се користи у системима управљања: уместо «регулација» кажу «праћење», «крај процеса» — «разрада», «улазна вредност» — «водећа вредност» , «излазна вредност» — «подређена вредност».
На сл. Слика 1а приказује пример блок дијаграма серво система.
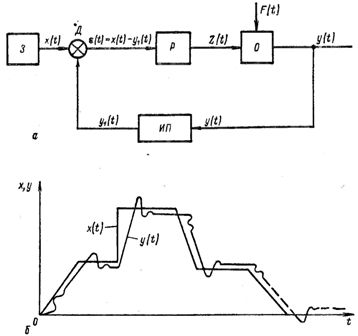
Пиринач. 1. Блок дијаграм (а) и дијаграм (б) промене угаоног померања улаза и излаза серво система: 3 — погонски елемент, Д — сензор неусклађености, П — контролер, О — објекат, МТ — мерење и елемент конверзије.
Главни елемент система за праћење је сензор неслагања Д, који утврђује неслагање (грешку) између славе и мастер вредности. Подређена вредност и се мери мерно-конвертујућим елементом МФ и доводи до нивоа мастер вредности к.
Сензор дискрепанције Д поставља вредност неслагања између главне вредности к која долази од мастер елемента 3 и славе вредности и и шаље сигнал контролеру П, који генерише регулационо дејство З (т) на објекат. Регулатор настоји да смањи резултујућу неусклађеност на нулу. Следи одступање славе вредности од задате тачке мастера.
На сл. 1, б приказује приближан дијаграм промене мастер к и славе и вредности система за праћење.
Аутоматски системи који праве контролисану променљиву и према одређеном, унапред одређеном закону називају се софтверски управљачки системи.
Закон репродукције софтверског система може се изразити једначином
и = к (Т),
где је к (Т) постављена (унапред позната) временска функција коју систем мора да репродукује.
У оваквим системима је неопходно имати посебан уређај — детектор за промену вредности подешавања к (т) по одређеном траженом закону.

По природи алгоритма управљања, аутоматски системи се деле на аутоматске системе са отвореном петљом деловања (опен цонтрол лооп) и аутоматске системе са затвореном петљом деловања (цлосед цонтрол лооп).
Аутоадаптивни системи се деле на самоприлагодљиве или самоподешавајуће системе и несамоподешавајуће системе. Треба напоменути да самоприлагодљиви системи представљају нову врсту система и нису сви концепти овог типа система у потпуности формирани, па у различитим уџбеницима имају различите називе,
Сви производни погони морају функционисати оптимално у смислу потрошње енергије, продуктивности и квалитета производних операција.

Приликом аутоматизације оваквих постројења неопходно је имати посебне уређаје који би могли да обезбеде аутоматску регулацију производног погона за рад у оптималном режиму. Такви специјални уређаји се називају аутоматски системи подешавања, или самоподешавајући контролни системи.
Ови системи аутоматски прилагођавају производну јединицу променљивим условима рада, тј. променљивим карактеристикама управљаног објекта (промене у сметњама) и учинити га да ради у оптималном режиму; стога се системи аутоматског подешавања често називају оптималним, или екстремним, контролним системима.
Употреба оваквих система омогућава повећање продуктивности постројења, побољшање квалитета производа, смањење трошкова рада по јединици производње итд. У будућности ће многе аутоматизоване инсталације имати системе за аутоматско подешавање.