Прорачуни стопе потрошње електричне енергије
 У изради стандарда потрошње енергије користе се три главна приступа: експериментални, рачунско-аналитички и статистички.
У изради стандарда потрошње енергије користе се три главна приступа: експериментални, рачунско-аналитички и статистички.
Искусан начин захтева мерење потрошње електричне енергије за сваку операцију у режимима технолошког процеса утврђеним правилима. Потрошња електричне енергије по јединици производње утврђује се сабирањем оперативних трошкова.
Овај приступ захтева употребу великог броја мерних уређаја и значајне трошкове рада. Да би се добили поуздани резултати за сваку операцију, потребно је извршити велики број мерења и статистичке обраде резултата, као и упоредити добијене податке са трошковима локације, радионице, производње. Стога је овај метод углавном применљив за одређивање појединачних стандарда у специфичном производном окружењу.
Рачунско-аналитички метод подразумева одређивање стопе потрошње електричне енергије прорачуном — према подацима пасоша технолошке опреме, узимајући у обзир степен њеног оптерећења, режиме рада и друге факторе. За опште стандарде производње, морају се узети у обзир и снаге и режими рада све помоћне опреме (вентилација, водовод и канализација, електрично осветљење, потребе поправке итд.).
Начини рада потрошача електричне енергије узимају се у обзир коришћењем различитих коефицијената (укључивање, пуњење итд.), чији емпиријски избор и случајна природа доводе до значајних грешака. Израчунавање скупа компоненти потрошње енергије елемент по елемент чини методу изузетно дуготрајном.
Статистички метод рационисања заснован на статистичкој обради података о општим и специфичним трошковима за одређени временски период и идентификацији фактора који утичу на њихову промену. Прорачуни се врше на основу очитавања бројила електричне енергије и података о излазу производа. Овај метод је најмање дуготрајан, поуздан и широко се користи у пракси рационализације потрошње енергије. Хајде да погледамо практичне методе његове имплементације.
Специфична потрошња електричне енергије се обрачунава за посебан објекат — производно место, радионицу или засебну енергетски интензивну јединицу која има свој „сопствени” шалтер на улазу. Организација мерења електричне енергије је предуслов за ефикасну регулацију.
Технички систем за мерење електричне енергије често се не поклапа са административном поделом предузећа због сложености и разгранатости система напајања. Стога, када се именују административне јединице које спроводе рационирање, оне морају бити мапиране у рачуноводствене јединице.
За контролисани објекат разликују се главне врсте производа, чији се обим производње може израчунати за смену, дан или за један циклус рада опреме. Сходно томе, очитавања бројила електричне енергије се узимају у сменама, дневно или за сваки радни циклус.
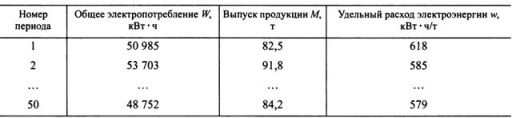
За израчунавање карактеристичних индикатора неопходна је припремна фаза за прикупљање статистичких података - најмање 50 периода. Табела 1 приказује пример приказа почетног приказа података. На крају сваког временског интервала евидентира се укупна потрошња електричне енергије објекта (по метру) и производња. У последњу колону се уносе вредности специфичне потрошње електричне енергије добијене по формули в = В / М, где је В стварна потрошња електричне енергије за производњу производа у количини од М (количина се може мерити у различите јединице).
Секција. 1.
Стварна специфична потрошња електричне енергије за различите временске периоде није иста, што је последица различитог оптерећења изабраног објекта, режима рада, састава сировина и других фактора.Ако су сви ови услови исти, онда су вредности јединичних трошкова блиске за различите периоде, њихова расподела треба да буде нормална (Гаусова).У овом случају можете добити просечну вредност потрошње електричне енергије за одређени број периода и користите га као стандард.
Треба напоменути да је расподела експерименталних података нормална (Гаусова) само у случају истих услова технолошког процеса и истих параметара произведеног производа. Врло често подаци не прате нормалну дистрибуцију због два фактора.
Прво, може доћи до промене параметара производа, сировина или начина рада опреме. На пример, врста челика и профил ваљаног метала имају велики утицај на потрошњу енергије (ваљање арматуре одређује специфичну потрошњу енергије од 180 кВх, нерђајући челик истог пречника — 540 кВх). У овим случајевима, праћење треба организовати на начин да се добије потребан број мерења од хомогених производа.
Друго, кршење нормалне дистрибуције објашњава се технолошким својствима, која се у овом случају манифестују одступањима од технологије, одбаченим и промашеним оценама (на пример, запремина растопа је знатно мања од номиналне). Управо ове случајеве одговорни технолог мора идентификовати и предузети мере. Одступање расподеле од нормале дефинише одређену област која организационим мерама одређује могуће обим уштеде енергије.
Да би се добиле разумне норме, потребно је проверити усклађеност статистичког закона расподеле специфичне потрошње електричне енергије са нормалном (Гаусовом) расподелом. Можете користити тест по критеријуму χ2... Ако добијена вредност критеријума премашује теоријску вредност, хипотезу о кореспонденцији статистичке расподеле са нормалном треба одбацити.
То значи да је из добијених података немогуће разрадити јединствену стопу потрошње електричне енергије по јединици производње, тада се морају поделити према карактеристичним технолошким режимима, рачунајући за сваку стопу потрошње енергије, или одредити статистичку зависност специфична потрошња утицајним факторима в = ф (к1, к2, к3), при чему обим производње може деловати као фактори к1, к2, к3, температура, брзина обраде итд.
Ако се провером потврди да је расподела јединичних трошкова близу нормалне, на основу ових података може се утврдити стопа потрошње електричне енергије. За праћење је најпогодније подесити опсег у коме треба да буде специфична потрошња енергије.
Опсег се најједноставније одређује средњим протоком и стандардном девијацијом. σ... Једноставно речено, доња граница опсега се може претпоставити једнаком вмин = вВед — 1,5σ, а горња — вмак = вцп + 1,5σ... По правилу 10 — 20% специфичне електричне енергије потрошња примљена у реалним условима производње, прелази наведени опсег, што је због грешака радника, кршења режима, одступања у квалитету производа итд.Технолошко особље треба да обрати пажњу на такве случајеве и предузме мере.
Наглашавамо да норме добијене било којом од ових метода одражавају начине потрошње енергије за производњу производа само у предузећу у коме се добијају и не могу се проширити ни на индустрију у целини ни на друго предузеће. То је због индивидуалних својстава сваког предузећа као сложеног система технолошког типа.
На пример, експериментално је одређен технолошки стандард за производњу ваљања у зависности од температуре метала, брзине ваљања, калибрације, трења лежајева, технолошких губитака итд. брзина резања и време обраде.Међутим, ови резултати се не могу пренети на све машине алатке, чак ни у оквиру једног погона, јер у пракси постоји много типова обрађених делова и режима обраде.
Такође, како користите ове брзине добијене за сваки детаљ? Немогуће је поставити мерач електричне енергије у близини машине и упоредити потрошњу сваког дела са стандардом. Уопштавање стандарда, узимајући у обзир број и асортиман произведених делова, довешће до велике грешке због немогућности да се узму у обзир сви фактори на раду.
Такође, коришћењем рачунско-аналитичке методе немогуће је прећи од података о називној снази појединачних електричних пријемника, узимајући у обзир све могуће технолошке режиме, врсте производа, квалитет сировина, до потрошње електричне енергије за радионицу или предузеће. за месец, квартал, годину.
Немогуће је добити процењену вредност потрошње енергије предузећа сумирањем различитих специфичних норми за читав асортиман производа. Да бисте то урадили, потребно је унапред планирати не само укупну количину производа који ће бити пуштени у продају у следећем месецу (кварталу, години), већ и прецизно поделити по брендовима, карактеристикама начина обраде и многим другим факторима. То је било немогуће у условима планске привреде, а сада још више.
Немогуће је поредити различита предузећа и по проширеним стандардима за цео погон чак и са блиским технолошким циклусима. Тако је 1985. године у предузећима црне металургије специфична потрошња електричне енергије 1 тоне ваљаних производа износила од 36,5 до 2222,0 кВ • х/т са индустријским просеком од 115,5 кВ*х/т; за конверторски челик — од 13,7 до 54,0 кВ • х / т са индустријским просеком од 32,3 кВ • х / т.
Овако значајно ширење објашњава се разликом у технолошким, организационим и друштвеним факторима за сваку производњу, и јасно је да се просечна индустријска норма не може проширити на сва предузећа. У исто време, предузеће се не може сматрати неефикасним ако премашује индустријски просек.
Смањена производња, непотпуна и неправилна употреба опреме доводе до већих јединичних трошкова, додатно повећавајући јаз у подацима. Стога, у данашњим условима, просечни индустријски нивои потрошње електричне енергије не могу се користити ни за предвиђање потрошње енергије нити за процену уштеда енергије.