Поправка магнетних стартера
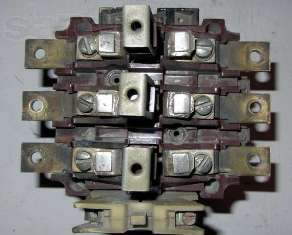
Поправка контаката магнетних стартера
 Контакти магнетни стартери, на чијој површини има трагова горења и наслага угљеника, чисте се памучном крпом умоченом у бели шпирит или авио-бензин.
Контакти магнетни стартери, на чијој површини има трагова горења и наслага угљеника, чисте се памучном крпом умоченом у бели шпирит или авио-бензин.
Прскање и "перле" метала на површини контаката се чисте турпијом. Након чишћења са штуком дебљине 0,05 мм, проверите непропусност споја контактних површина. Са затвореним контактима, сонда не би требало да прође више од 25% контактне површине између контаката.
У случају лома или отпуштања, контактна опруга се замењује новом или одговарајућом са одбијеног стартера.
Када се навој истроши или открије у рупама за завртње за причвршћивање струјних жица, рупе са оштећеним навојем се одсеку, а навој следеће величине се укуцава славином.

Поправка магнетних кола магнетних стартера
Магнетна кола магнетних стартера састоје се од арматуре и језгра на коме је ојачан краткоспојни калем.
Контаминиране контактне површине језгра и арматуре се чисте материјалом за чишћење натопљеним бензином.Ако на површини контакта постоје трагови корозије, површина се чисти брусном крпом. Након чишћења сондом од 0,05 мм, проверите контактну површину између језгра и арматуре тако што ћете ручно притиснути арматуру на језгро. Контактна површина мора бити најмање 70% пресека језгра.
Ако је ваздушни зазор између средњег језгра арматуре и језгра магнетног кола мањи од 0,2 мм, арматура или језгро стартера се стеже у шкрипцу, а средње језгро се пуни турпијом са финим прорезом. Сидро се затим поставља на језгро и зазор се испитује. Растојање треба да буде између 0,2 и 0,25 мм. Када напајате језгро, уверите се да су површине језгра арматуре и језгра језгра паралелне када је магнетни систем затворен.

Приликом радног каљења контактна површина језгра и арматуре се бруси на машини за млевење док се не уклоне трагови очвршћавања. Након брушења сондама, проверите размак између средњих жица, као и контактну површину крајњих жица арматуре и језгра. Размак између средњих језгара мора бити у горњим границама, а површина контакта крајњих језгара мора бити најмање 70% попречног пресека језгра.
Оштећени кратки спој у стартерима се замењује новим. Оштећени кратки спој стартера сече се турпијом на једној страни и уклања се.
Место уградње завојнице очисти се турпијом. Нови завој за кратко спајање је направљен од месинга.Забрањена је замена материјала и стварање кратког споја са одступањима у димензијама, јер то доводи до повећања буке укљученог стартера или до неприхватљивог загревања петље.
Произведени кратки спој у стартерима се утискује у жлебове језгра или се поставља на језгро и његове причврсне плоче се савијају.
Ако површина магнетног кола има оштећену боју, очисти се средством за чишћење натопљеним бензином или белим шпиритом и осуши. Након сушења, језгро и анкер се спуштају у емајлирано купатило тако да контактне површине нису прекривене лаком, а ширина необојене траке око ивица контактне површине није већа од 3 мм. Такође можете обојити језгро и арматуру магнетног кола четком.
Осликане површине се суше на ваздуху 2-3 сата.

Поправка терминалних стезаљки магнетних стартера
Изгореле или оксидоване контактне површине терминалних блокова чисте се турпијом или брусним папиром, бришу се средством за чишћење натопљеним бензином и калајисане ПОС-30 лемом.
Када је навој истрошен или поломљен у рупама за завртње за причвршћивање струјних жица за напајање, рупе се заварују бакром или месингом помоћу гасне бакље. Место заваривања се очисти турпијом, закуца и избуши рупу за сечење новог навоја. У избушену рупу се урезује навој до величине оштећеног навоја.